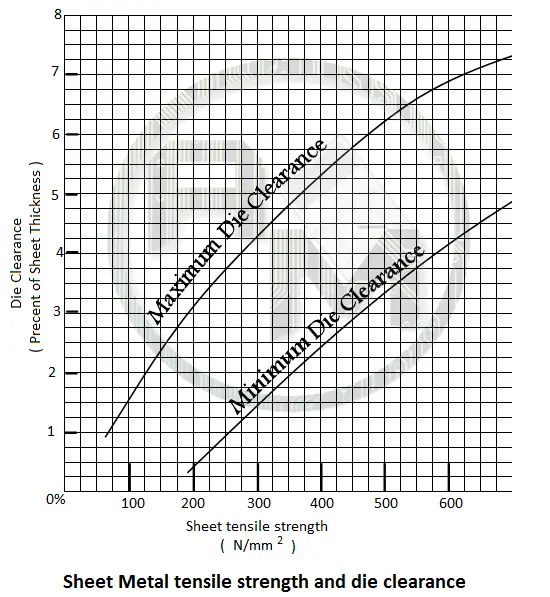
As Sheet Metal Stock Thickness Increases The Clearance Between
U4 P4 Sheet Metal Operation
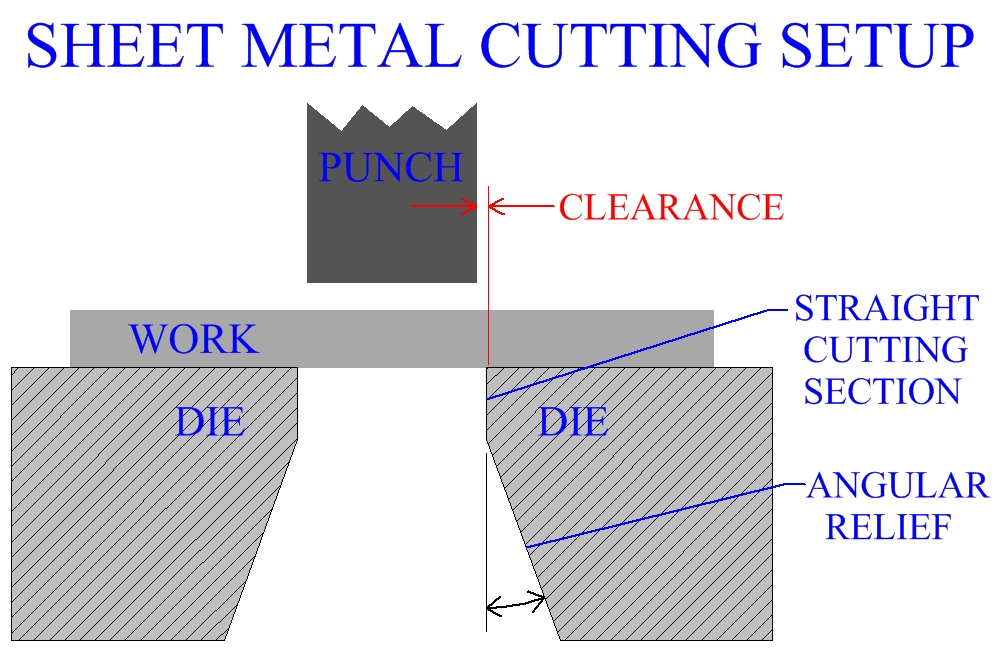
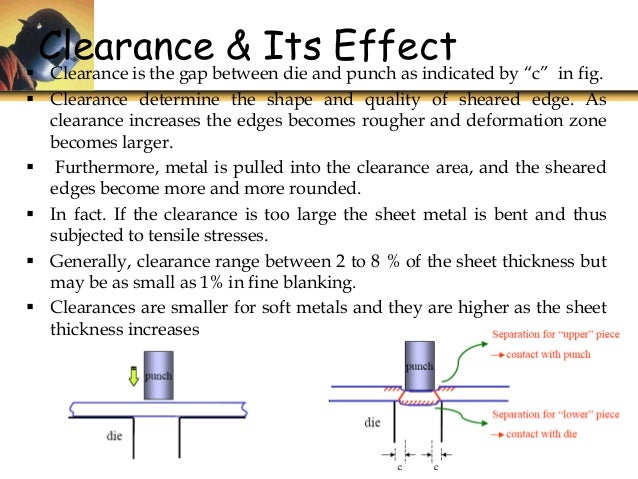
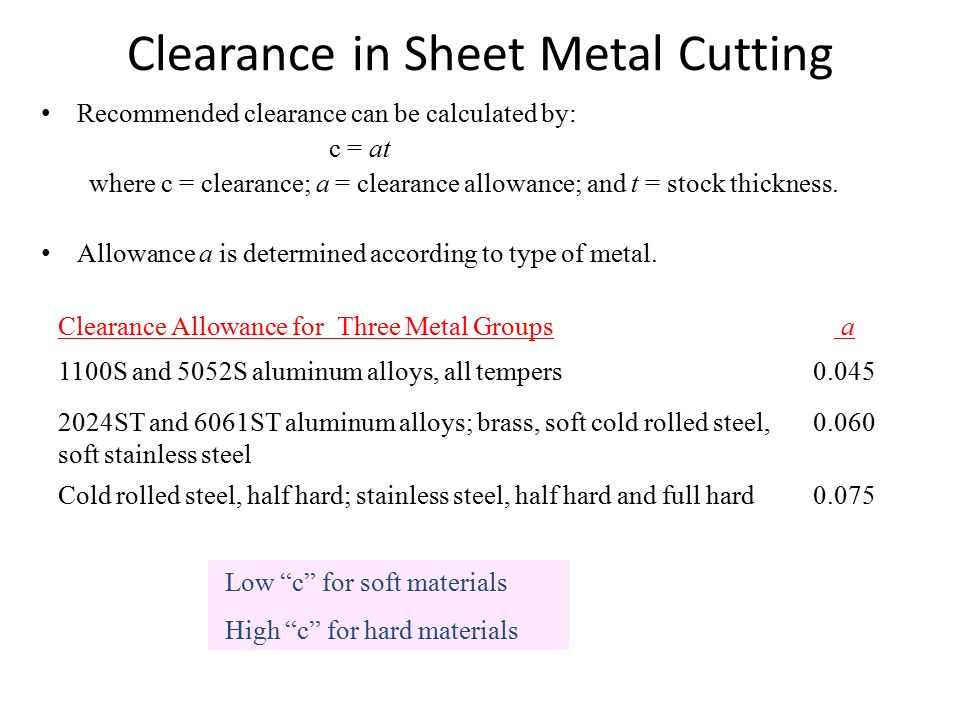
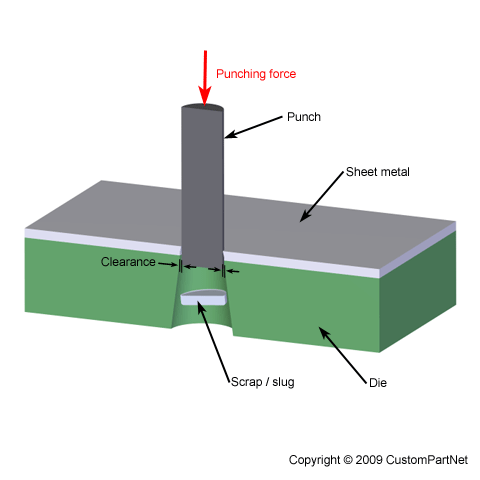
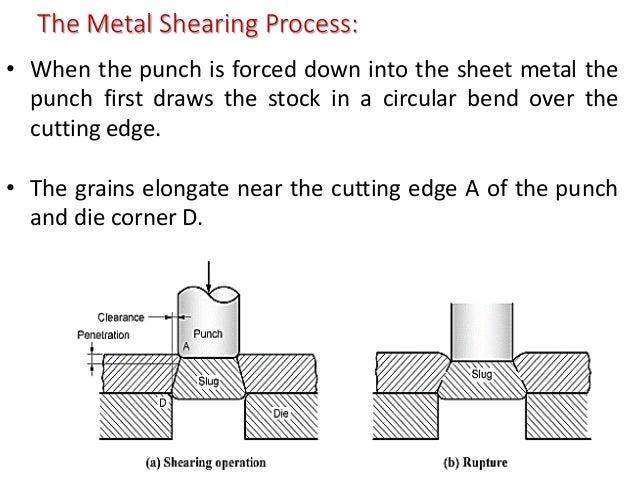
Sheet Metal Cutting
Maximum Sheet Metal Punching Minimal Distortion
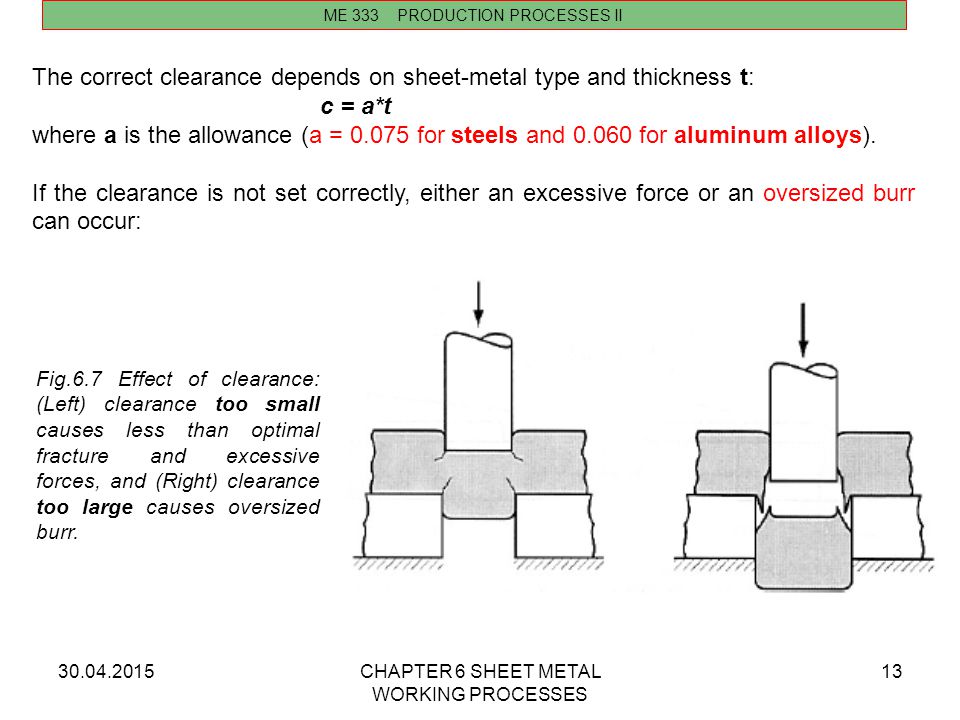
Sheet Metal Working Processes Ppt Download
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download

Following Dfm Guidelines For Working With Sheet Metal Machine Design

The md building products 36 in.
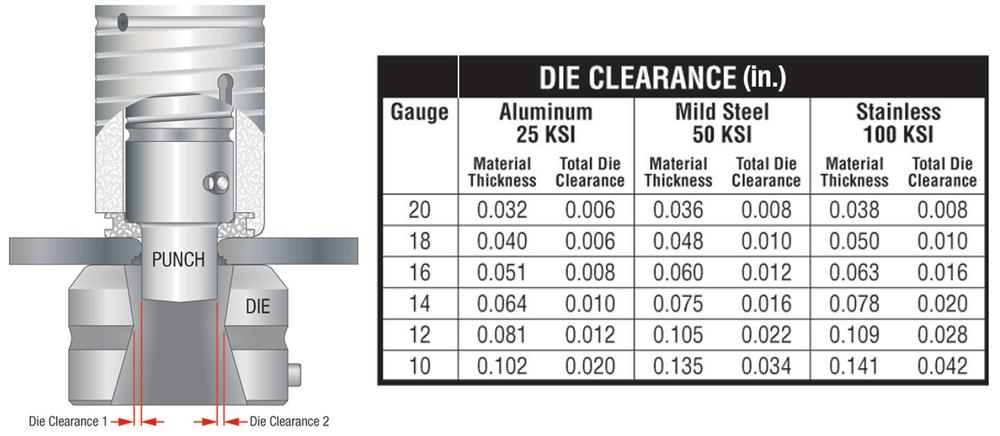
As sheet metal stock thickness increases the clearance between.

Sheet Metal Forming
Sheet Metal Forming Process Chapter 7 Ppt Download
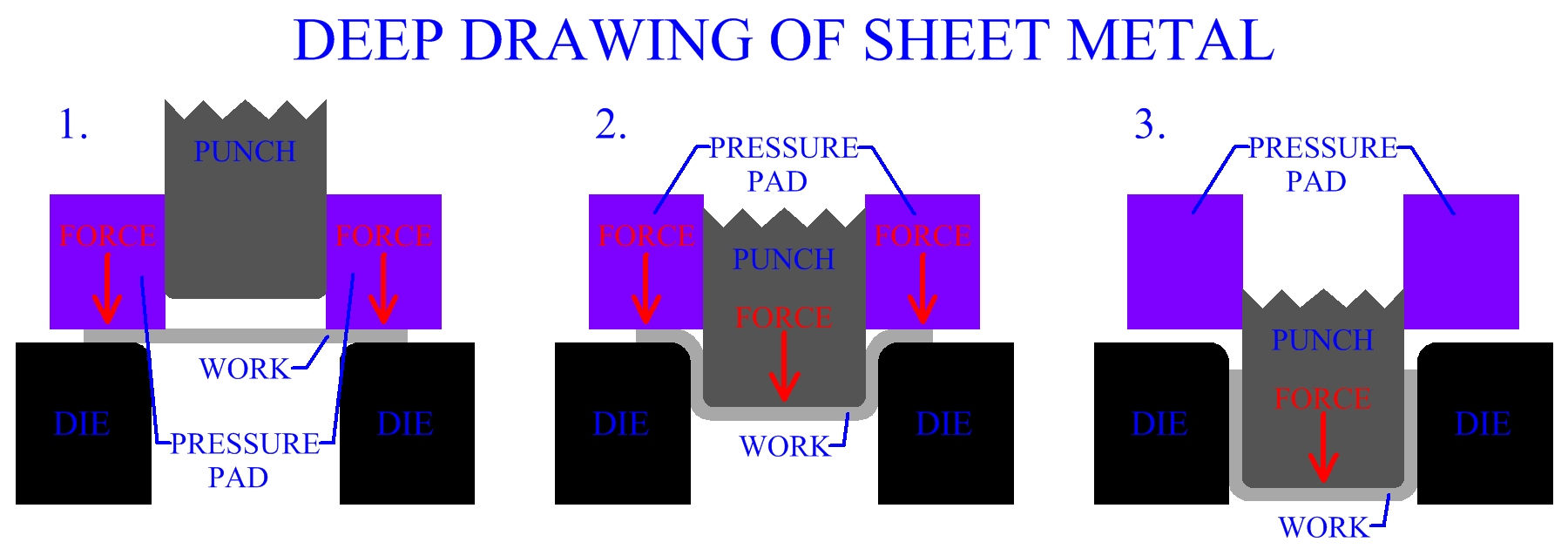
Deep Drawing Of Sheet Metal

Deep Drawing An Overview Sciencedirect Topics

Sheet Metal Design Guide Geomiq
Sheet Metal Working

Sheet Metal Thickness An Overview Sciencedirect Topics

Thermal Drilling Processing On Sheet Metals A Review Sciencedirect
Sheet Metal Cutting Shearing

Die Clearance Calculator Die Clearance For Punching Steel Unipunch

How To Determine Punch And Die Clearance Machinemfg
Press Tool Jigs Fixtures Gear And Thread Manufacturing Manufactu
Press Tool Design Basics Sheet Metal Stamping Process Analyse A Meter

Sheet Metal Forming Processes And Equipment Machinemfg
Http Www Uoh Edu Sa Facultymembers En B Ayadi Publishingimages Pages Teaching Activity Ch16 20 20sheet Metal 20forming Pdf
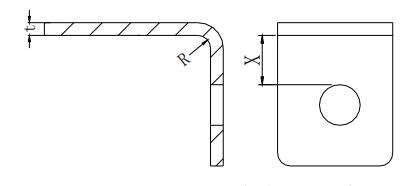
Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg
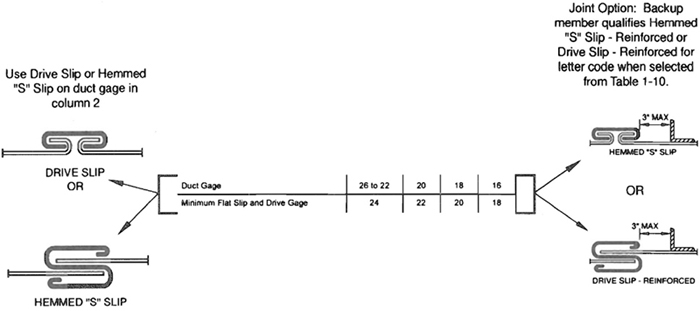
Hvac Duct Construction Standards

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife Mate
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs2zh761cffk2mmdxoy2ot0dfbbwnj7xefl2jkela3hd X 2tz5 Usqp Cau

Bend Allowance Sheetmetal Me

Nugget Diameter An Overview Sciencedirect Topics

Img6 Png 587 381 Sheet Metal Drawing Metal Fabrication Sheet Metal
Https Www Sciencedirect Com Science Article Pii S2351978918310989 Pdf Md5 78e11845b6cb05abb6bda7a44a114428 Pid 1 S2 0 S2351978918310989 Main Pdf
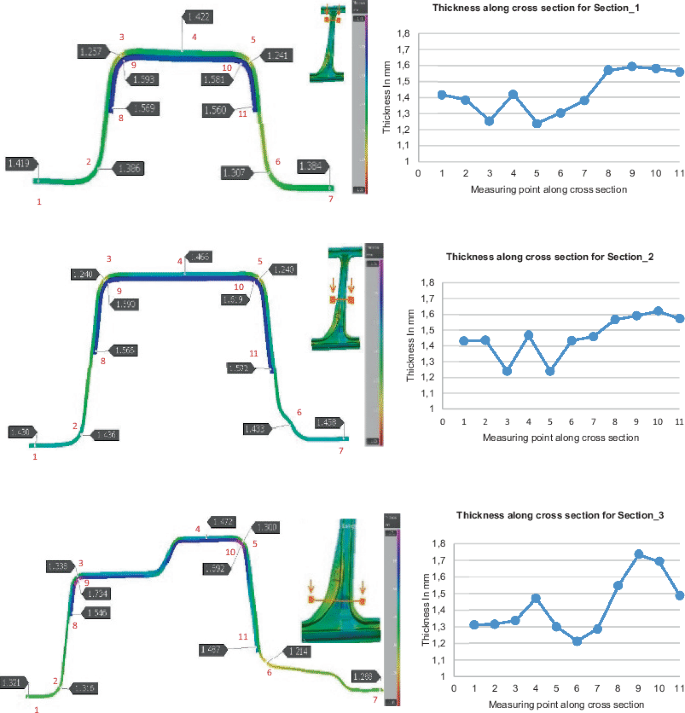
Applications Of Finite Element Simulation In The Development Of Advanced Sheet Metal Forming Processes Springerlink
Source : pinterest.com
